近日,哈尔滨工业大学田艳红教授团队联合西班牙加泰罗尼亚能源研究所(IREC)、巴塞罗那大学(UB)等单位,在国际顶级期刊Nano Letters发表题为“Crack-Free Precision during Desiccation: Optimizing Aerosol Jet Printing for High-Performance Conductive Microstructure Manufacturing”的研究论文。该工作围绕气溶胶喷印导电图形的开裂问题,系统揭示了裂纹形成机制,并提出了面向高导电、高可靠微结构制造的工艺优化策略。该研究由田艳红教授主持的“国家重点研发计划—政府间合作重点专项:中国-西班牙联合实验室项目”资助。
第一作者:李庚
通讯作者:田艳红、孙卿
【研究背景】
为什么一条“线”的质量如此重要?
气溶胶喷印是一种高分辨率、非接触式增材制造技术,可将各类功能墨水沉积到柔性基底、不规则表面和复杂三维结构上,实现平面图案或三维微结构的精密沉积,在柔性电子、微纳器件、三维互连和共形电子制造中具有重要应用潜力。无论是印刷平面图案还是三维微结构,最基本的构筑单元都是单根印刷线条,线条的几何精度、形貌完整性、致密性和电连续性,直接决定最终器件的性能与可靠性。然而,研究中发现,气溶胶喷印银导线在某些工艺窗口下会出现明显的开裂现象,这种开裂不仅破坏了导电通路的连续性,显著降低导电性能,而且在多层堆叠或三维结构构筑过程中会破坏结构完整性,此外还可能引发应力集中和结构失稳。更为关键的是,此类裂纹并非随机缺陷,而是在特定工艺窗口内反复出现,表现出明显的取向特征与空间分布规律,表明印刷线条开裂背后存在尚未被充分认识的形成机理。
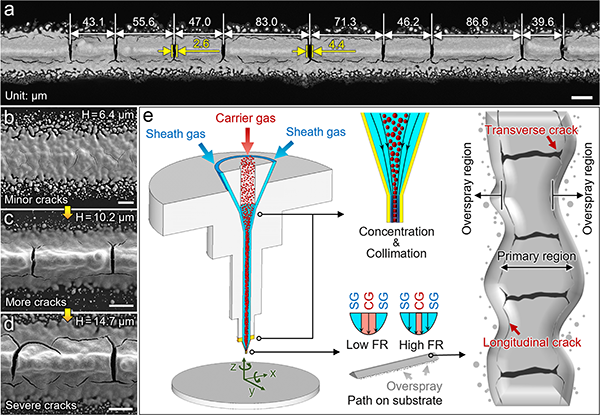
图1. 未优化条件下开裂导线的图像以及气溶胶喷印过程及两类裂纹示意
【核心问题】
裂纹从何而来?论文首先对未优化条件下的银导线进行形貌分析,发现其中同时存在两类典型裂纹:一类是垂直于打印方向的横向裂纹,另一类是沿打印方向分布的纵向裂纹。横向裂纹通常呈准周期分布,而纵向裂纹主要出现在主沉积区与过喷区之间的边界位置。进一步观察表明,这些裂纹在烧结前已经存在,说明其主要起源于沉积和干燥过程。气溶胶液滴在鞘气作用下经历显著蒸发,银纳米颗粒浓度升高,沉积物逐渐转变为由固体颗粒网络和残余液体组成的具有有限屈服应力和显著黏塑性的两相体系,呈高固含量、可变形但不易自由流平的半湿润黏塑状态。随着液体蒸发,颗粒间液桥形成弯液面,产生毛细吸应力,沉积物逐步转变为力学上连续的脆性固体骨架。由于沉积物表层的蒸发速率较大,一旦表层先行固化板结而内部的颗粒骨架仍继续干缩,便会建立起明显的收缩失配和应力积累,为后续裂纹的产生提供先决条件。
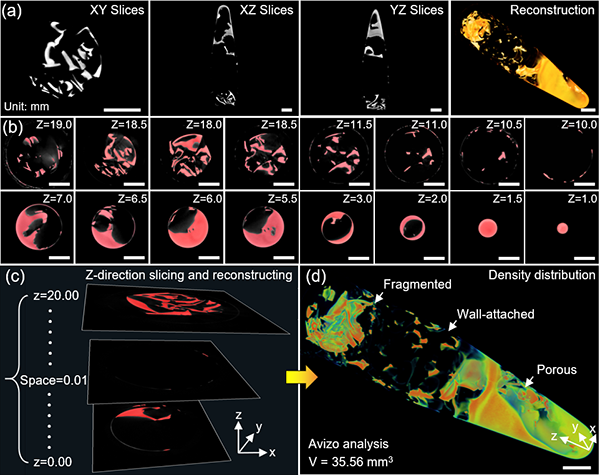
图2. 干燥后墨水的整体视图和初始三维重构图
关键发现一:沉积厚度决定横向裂纹。研究通过制备不同厚度的单次沉积银线,发现当线条高度达到6.4 μm时开始出现细小横向裂纹;随着高度从10.2 μm增加到14.7 μm,裂纹密度和裂纹深度显著增加。这说明沉积厚度越大,厚度方向上的蒸发速率梯度越强,内部收缩应力越容易积累,从而促进横向裂纹萌生和扩展。为了进一步验证这一机制,作者采用离散元方法模拟不同沉积厚度下的干燥开裂行为。结果显示,随着厚度增加,横向裂纹逐渐形成,裂纹数量增加、开口变宽,并呈现准周期分布。这与实验观察高度一致,证明横向裂纹来自于大厚度沉积物干燥过程中产生的干缩应力。
关键发现二:过喷区诱导纵向裂纹。除了厚度因素,线条横向形貌同样会影响应力分布。气溶胶喷印中常见的过喷现象会在线条主沉积区两侧形成薄而分散的沉积区域。主沉积区较厚,过喷区较薄,两者在干燥速率和收缩行为上存在显著差异。同时,主沉积区与过喷区之间的“肩部”形貌也构成几何不连续点,容易导致应力集中。有限元仿真表明,具有明显过喷区的线条应力水平最高,最大应力集中在主沉积区与过喷区的界面处。这解释了为什么纵向裂纹通常沿打印方向出现在该边界附近。由此可知,减少过喷、提高线条分辨率和纵横比,是抑制纵向裂纹的关键。
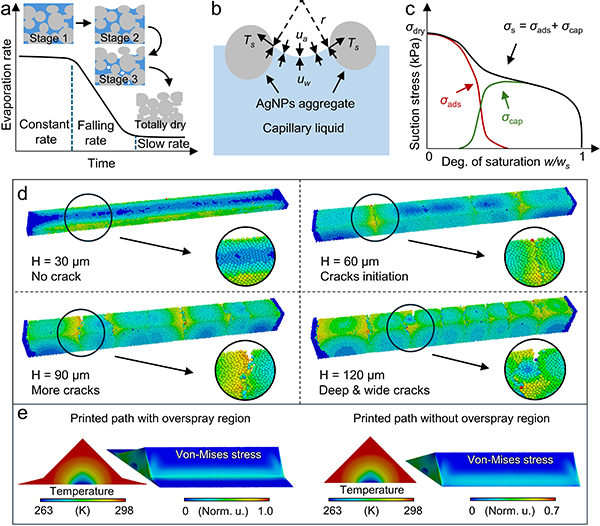
图3. 溶剂蒸发过程及不同印刷特征的温度和应力分布机理。
【优化策略】
从“理解裂纹”到“消除裂纹”
基于上述机制,论文提出了两条针对性优化策略。首先,通过提高打印速度并采用逐层沉积,降低单层沉积厚度,减弱厚度方向的干燥不均匀性,从而抑制横向裂纹。其次,通过优化气溶胶喷印参数,减少过喷区并提高线条纵横比,降低主沉积区与过喷区边界处的应力集中,从而抑制纵向裂纹。实验结果证明,该机制导向的优化策略能够有效实现无裂纹银导线制备。在目标高度约15 μm的条件下,未优化线条同时存在横向和纵向裂纹;采用高速多层沉积后,横向裂纹被明显抑制,但仍存在纵向裂纹;进一步通过控制背压等手段减少过喷后,最终获得了无裂纹、高质量的银导线。论文进一步比较了优化前后银导线的电学性能,在200 ℃烧结1 h后,未优化线条的电阻率随厚度增加而明显升高,相比之下,优化后的线条在不同厚度下均保持较低电阻率;在14 μm厚度下,优化线条电阻率约为17 μΩ·cm,仅为未优化样品的24%,约为块体银电阻率的10倍。
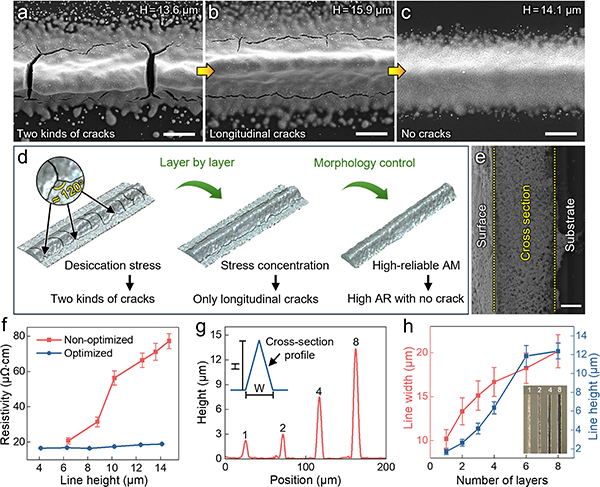
图4. 裂纹的优化与改善
【应用前景】
面向高分辨率柔性与共形电子制造。在开裂机制和工艺优化的基础上,作者进一步将该策略拓展到超高分辨率导电线条制造。获得了线宽低于20 μm、纵横比高于0.65的高分辨率银导线。这表明,通过精确调控收缩行为和打印形貌,气溶胶喷印能够实现无裂纹、高导电、高分辨率导电微结构制造。此外,气溶胶喷印的非接触和高附着特性使其可在 PET、玻璃、PDMS、PI 等平面基底,以及规则和不规则三维表面上制备导电图案,为柔性电子、智能传感器、微电子封装和复杂三维导电结构制造提供了新的工艺路径。
论文信息
Li, G.; Sun, Y.; Tian, Y.; Yu, J.; Mejia-Centeno, K. V.; Khan, M. D.; Wang, S.; Arbiol, J.; Cabot, A.; Sun, Q. Crack-Free Precision during Desiccation: Optimizing Aerosol Jet Printing for High-Performance Conductive Microstructure Manufacturing. Nano Lett. 2026.